

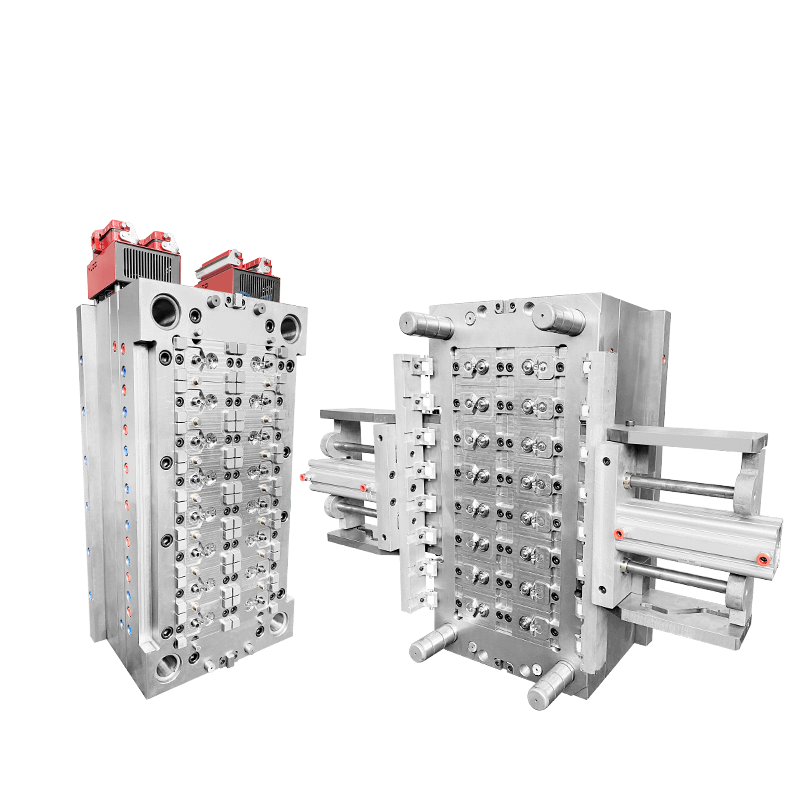
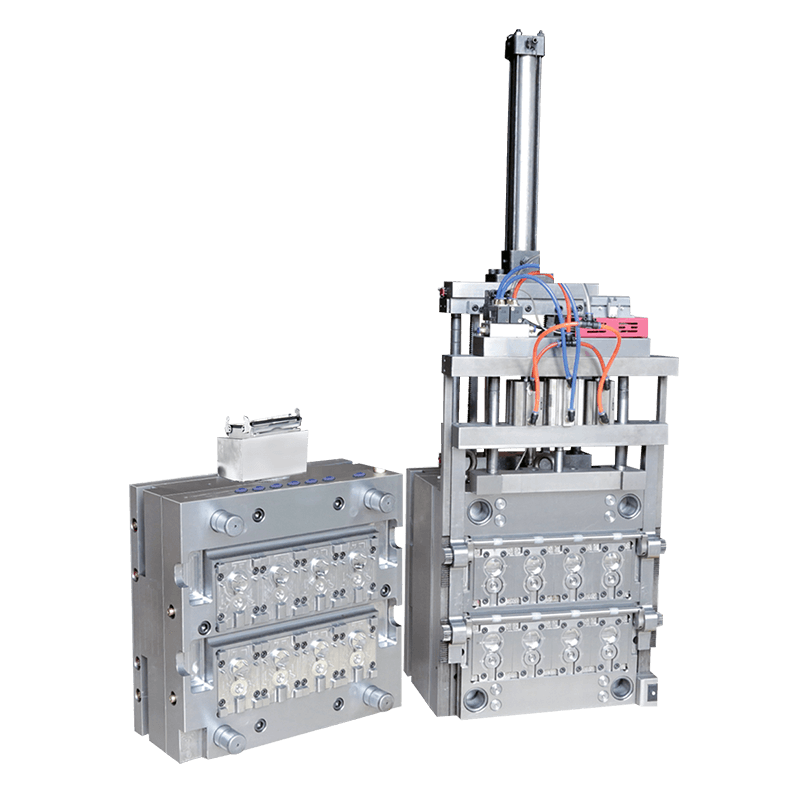
YUDO Hot Runner Flip Top Cap Mold cum Automatic ratio claudendi
Forma vitae tempus: 3-5 decies centena ictibus exactis
Superficiem Request: High nitorem
Core& Cavity: 2083/2344
Forma Base:4CR13/2085
Cursor System: YUDO// HUSKY
Forma porta genus: Pin gate
Forma eiector generis: ventilabis / PRAETORQUEO hydrau
Locus Origin: Taizhou, China
Magnam operam nobis fingunt qualitatem:
1. Praebet testimonium originalis originis materiae et calor originalis materiae probationem.
2. Egregium fingunt consilium.
3. Securus mundare in machina: Si stillante materia productum, directe in machina mundare potes.
FAQ:
(1): Antequam forma inauguretur, superiores et inferiores formae superficies purgari debent, ut forma institutionis superficiei et operis diurnariae libera sit a pressura iniuriarum et parallelismus superiorum et inferiorum superficierum institutionis formae. per productionem.
(2): Postquam forma inauguratus est, formam aperi et omnes partes formae mundare, praesertim dux mechanismus.In forma superficiei, superficies profile mundari debet ad qualitatem partis
(III): Uncto applicare ad partes formae illapsum praelinm.
2. Forma bona est qualitas, sed ubi bullae quaestio apparuit in facto, quare?
(1): Humilis iniectio pressus;
(2): Iniectio insufficiens pressura tenens;
(3): Brevis temporis spatium. Iniectio celeritas nimis celeriter vel tardius est;
(4) Resina temperatura nimis humilis vel alta;
(5) Aer mixtus in cochleae.